
+


<
>
Проект нанесения считывания и верификации маркировки, VIN-номера, мы выполняли совместно с нашими партнерами, а точнее выступали у них на субподряде
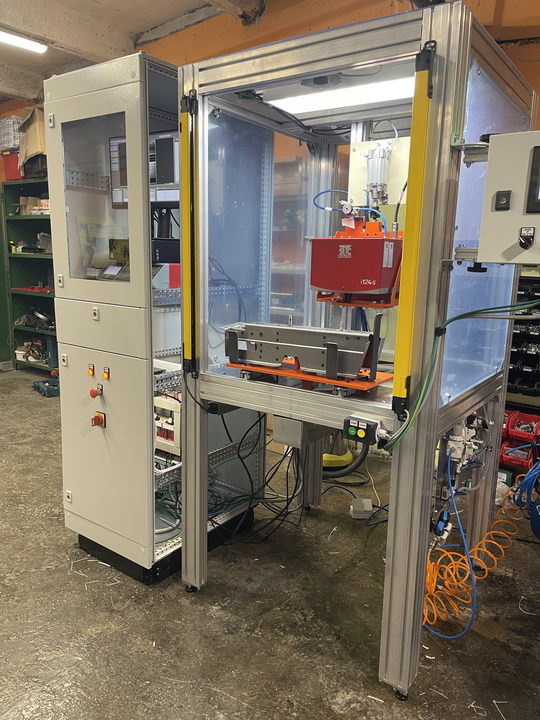
Наша часть проекта заключалась в разработке и производстве шкафа управления, пульта управления и написании программного обеспечения для установки.
Алгоритм работы системы и цикл маркировки:
Установка маркировки получает информацию о VIN-номере путем ручного ввода при помощи сканера штрих-кода или через панель HMI. Сканер штрих-кода подключается через EtherNet к ПЛК производства OMRON серии NX102.
Оператор устанавливает деталь в ложемент на базирующие пины, нажимает кнопку запуска процесса маркировки.
Датчик определяет наличие детали, и проверяется правильность ее установки, а также состояние барьера безопасности.
Пневматический цилиндр перемещает оснастку в рабочее положение.
Маркиратор выдвигается в рабочее положение, прижимает деталь, маркирующая головка жестко центрируется с деталью при помощи 2-ух цилиндрических пинов.
Выполняется маркировка. После чего маркиратор отводится в парковочное положение.
Оснастка с деталью передвигается в положение съемки камерой машинного зрения. Происходит проверка качества нанесения маркировки, анализ полученного изображения.
При положительном результате строка записывается в базу данных, загорается зеленая сигнальная лампа световой колонны, и оператор извлекает деталь.
При отрицательном результате загорается красная лампа световой колонны.
Оператор выясняет и исправляет причины отрицательного результата. Цикл маркировки начинается сначала.
База данных.
В качестве СУБД используется Microsoft SQL EXPRESS 2019. В базе данных создана таблица по согласованной структуре. После получения информации с ручного сканера или с панели HMI в базу данных заносится VIN-номер (создается новая запись). Контроллер хранит всю информацию о VIN-номере в течение всего периода обработки детали.
После маркировки VIN-номера на детали, камера определяет положение номера на детали и структуру номера во избежание ошибок. Полученный результат с камеры заносится в базу данных в соответствующие поля.
У ВАС ПОХОЖАЯ ЗАДАЧА? ОСТАВЬТЕ ЗАЯВКУ И МЫ РАСЧИТАЕМ ПРОЕКТ
Нажимая на кнопку, вы даёте согласие на
обработку персональных данных в
соответствии с политикой
конфиденциальности
Похожие проекты
Робототехнические ячейки.
Лабораторный стенд робот Дельта серии Quattro OMRON
Самарская область
2024
Маркировка Честный знак.
Смазочные материалы
:
Маркировка Честный знак. Агрегация. Смазочные материалы
Московская область
2025
Подобрать оборудование
Продвижение и разработка
сайта lemurteam.ru